
WELDING CONSUMABLES
The four major processes used for Stainless Steel Welding in case of fabrication of Foot Over bridges are as follows- a.Submerged Arc Welding (SAW) b.Gas Metal Arc Welding (GMAW) c.Flux Coated Arc Welding (FCAW)
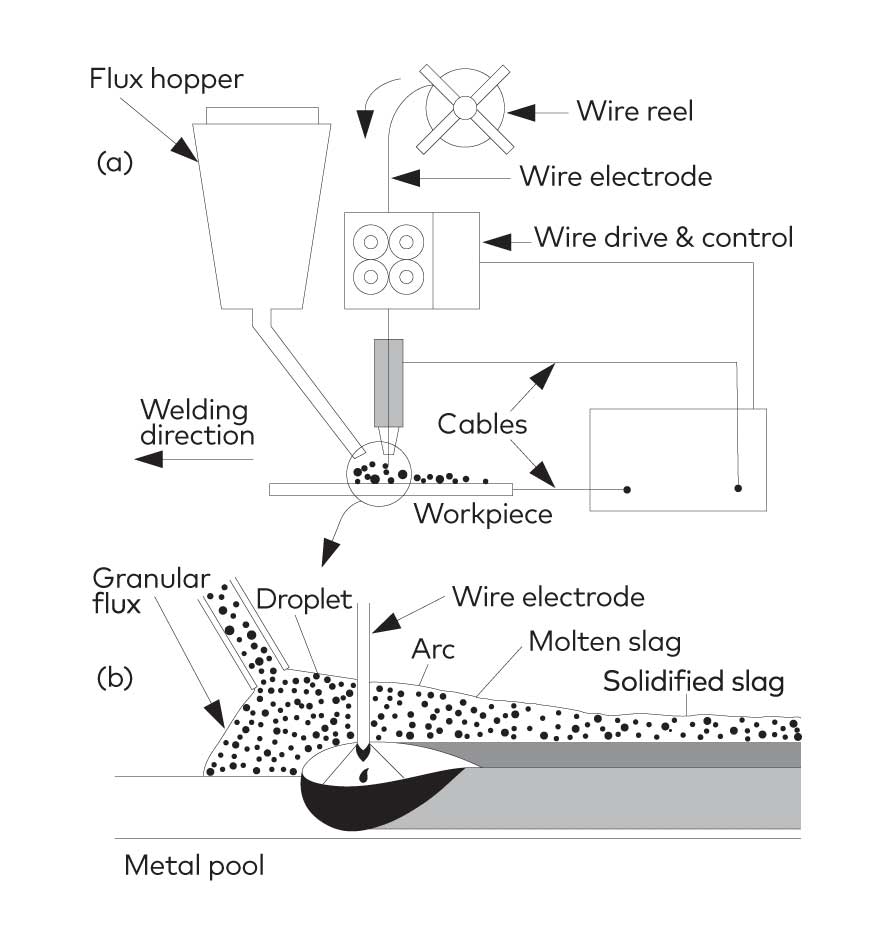
SUBMERGED ARC WELDING(SAW)
In the submerged ARC Welding process, the welding heat is generated by the passage of heavy electric current between one or several continuous wires and the workpiece under a powdered flux which forms a protective molten slag covering. The process can be fully or semi automatic.
The process is suitable for butt and fillet welding in the flat position and horizontal-vertical fillet welding.
For welding stainless steels, lime/fluoride type flux is most widely used and its composition is
CaO + Mg O = 25-40%
SiO2 <= 15%
CaF2 = 20-35%
(Normally the fluxes are perfectly dry. In order to prevent moisture pick up, it is recommended to store the flux at a temperature about 10 Deg C higher than that of workshop, in an atmosphere whose relative humidity does not exceed 50%. If moisture pick-up is suspected, it is useful to bake the powder at 300 Deg C for atleast 2 hours.
The SAW Process is generally used for joining heavy workpieces in the thickness range of 10-80 mm, after the root run has been completed using another welding processes. The bottom bead may also be made with the aid of a grooved backing strip.
For thicker material, welds are usually made in one or two passes, i.e. a single run or a manual backing weld, or one run from either side of the plate, but a multipass technique may also be employed. In thinner material, welds can be made in one run with the aid of a grooved backing strip.
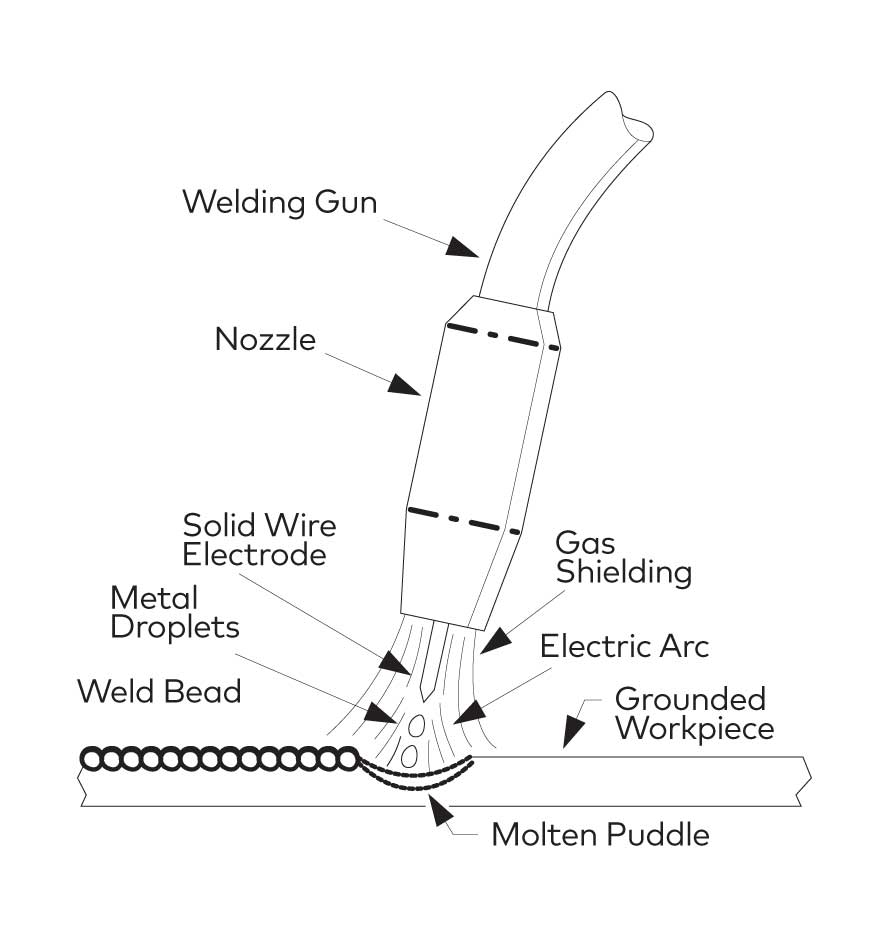
GAS METAL ARC WELDING(GMAW)
In GMAW Process, also known as MIG Process, the welding heat is produced by an arc struck between a continuously fed metal wire electrode and the workpiece.
Contrary to the GTAW process, the electrode is consumable, an arc being struck between the fusible filler wire and the workpiece under a shielding gas.
The essential characteristics of this process are-
- The Use of very high current densities in the electrode wire (> 90 A/mm2), about 10 times higher than in the covered electrode (SMAW) process;
- Rapid melting of the electrode wire (melting rate of about 8 m/min) due to the high melting temperature of the arc, making it necessary to use an automatic wire feed system, supplied by 12 Kg. Spools;
- Stainless Steels are always welded in the DCEP (Direct Current Electrode Positive) or DCRP (Direct Current reverse polarity) mode, the positive pole of the generator being connected to the electrode;
- The welding torch is generally held manually (so-called semi automatic process), but for high welding powers it is fixed to a carriage (automatic process).
FLUX COATED ARC WELDING(FCAW)
It is a variant of GMAW Process, in which the electrode wire is composed of a stainless steel sheath filled with a solid flux, whose role is similar to that of the electrode covering in the manual SMAW Process. The core provides deoxidizers and slag forming materials and may provide shielding gases in the case of self shielded FCAW Electrodes. The FCAW technique combines the advantages of the SMAW method with the high productivity of an automatic or semi-automatic process due to the possibility of continuously feeding the cored wire. Compared to conventional solid electrode, the flux provides a slag cover and enhances productivity.
Thus for a current of about 200 Amperes, the deposition rate is about 100g/min for a solid 1.6 mm diameter wire containing 20% Cr and 10% Ni, compared to about 170 g/min for a flux coated wire of the same diameter. The large difference is due to the fact that in the flux coated wire, only the metal sheath conducts electricity, since the core, composed of a mixture of mineral and metal powders, possibly bound in an alkali silicate, has a high electrical resistivity.
Both FCAW and GMAW have similar bead sizes. For Singly V-Joints and square Butt Joints welded in one run, the common workpiece thickness range is 1.0 mm to 5 mm

SELECTION OF SHIELDED GASES FOR WELDING OF STAINLESS STEEL
The choice of shielding gases has a significant influence on the following factors-
- Shielding Efficiency- Controlled Shielded Gas Atmosphere
- Metallurgy, Mechanical properties- loss of alloying elements, pick up of atmospheric gases, surface oxidation)
- Weld Geometry (Bead and Penetration profiles)
- Surface Appearance (Oxidation, Spatters)
- Arc Stability and Ignition
- Metal Transfer (If Any)
- Environment (Emission of Fumes and Gases)
4.2 SELECTION OF WELDING GAS

- Hydrogen-containing mixtures must not be used for welding ferritic, martensitic or duple stainless steels
- For welding nitrogen-containing austenitic and duplex stainless steels nitrogen can be added to the shielding gas
SUGGESTED WELDED CONSUMABLES FOR WELDING STAINLESS STEELS

- AISI: American Iron and Steel Institute
- Covered electrodes for manual metal are welding of stainless and heat resisting steels. There are two basic flux coverings: basic (B) Or lime (direct current and rutile (R) Or Titania (direct Or alterfernating current)
- Wire electrodes, wires and rods for are welding of stainless and heat-resisting steels: G for G.M.A.W., W for W.T.A.W., P for P.Q.W. or S for S.A.W.
- Tubular cored electrodes for metal are welding or without a gas shield of stainless and heat resisting steels
Joint Preparation in Arc Welding
The principal basic types of joints used in arc welding are the butt, lap, corner, edge and T Configurations. Selection of the proper design for a particular application will depend primarily on the following factors-
- The mechanical properties desired in the weld
- The type of grade being welded
- The Size, shape and appearance of the assembly to be welded
- The cost of preparing the joint and in making the weld
No matter what type of joint is used, proper cleaning of the workpieces prior to the welding is essential if welds of good appearance and mechanical properties are to be obtained. On small assembles, manual cleaning with a stainless steel wire brush, stainless steel wool or a chemical solvent is usually sufficient. For large assembles or for cleaning on a production basis, vapour degreasing or tank cleaning may be more economical. In any case, it is necessary to completely remove all oxide, oil, grease,, dirt and other foreign matter from the workpiece surfaces.
a.SAW Welding
The groove openings are reduced compared to those required by other arc processes. The weld passes are heavier than for SMAW Electrodes. For open root configurations, it is often desirable to provide a flux backing held in place by a copper chill bar or by a ceramic bar.
For all processes, beveling is not required for thickness of 3 mm and less, but thicker base material should be beveled to form a “V” , “U” or “J” groove.
b.FCAW Welding
In Butt Weld joints, the root openings and V Angles can be reduced, often enabling a saving of the order of 40% of the amount of filler metal used in the joint.
The optimum joint design will often be determined by the ease with which slag can be removed in multi pass welds.
Weld edge preparation – Bevel preparation ( for Butt Joints and Tee joints )
Selection of Consumables – Grade and Diameter of welding wire
Cleaning of weld joints
i.Mechanical cleaning with SS wire brush
ii.Removal of left over slag, if any, by manual chipping
iii.Removal of weld defects ,if any, by Grinding and filling